こんにちは、アドラーです!
今回は「QC検定の用語解説」として、「統計的品質管理(SQC)とは?目的と実践手法を丁寧に解説!」というタイトルで記事を書きました。
SQCは、本ブログの人気記事【QC検定1級対策シリーズ】現役技術者が教える「QC検定の知識を実務に応用するための思考法」で紹介したように「ものづくりを変える」ための中核技術です。
SQCをマスターすることで、「品質不良品を作らない」ように適切な品質管理手法を駆使して開発・製造手法を高度化することができるようになるため、全ての技術者が身につけるべき必須技術であると考えています。
また、SQCはQC検定でも頻出内容であり、QC検定の合格に向けても非常に重要です。
QC検定の合格に向けてSQCの内容を体系的に整理したい
SQCを実務で使うための思考法、経験談を知りたい
という方におすすめの記事になっておりますので、是非最後までご覧ください!
※本記事の内容を動画にまとめてYoutubeで発信しています。
目次
概要

初めに本記事の概要を以下に示します。
- SQCとは「統計的品質管理手法((Statistical Quality Control)」の略であり、「収集したデータを統計手法で見える化し、品質管理や工程改善を行う手法の総称」を指す。
- SQCの目的は「データを見える化して品質問題を見える化すること」である。
- 研究開発段階では、「QC7つ道具」、「実験計画法」、「検定・推定」をよく用いる。
トヨタ必須の17の品質管理手法を伝授 品質の教科書 [ 皆川 一二 ]から引用・一部編集
それでは一緒に勉強していきましょう!
SQCの定義と目的
SQCの定義
統計的品質管理(SQC)とは、「収集したデータを統計手法で見える化し、品質管理や工程改善を行う手法の総称」のことです。
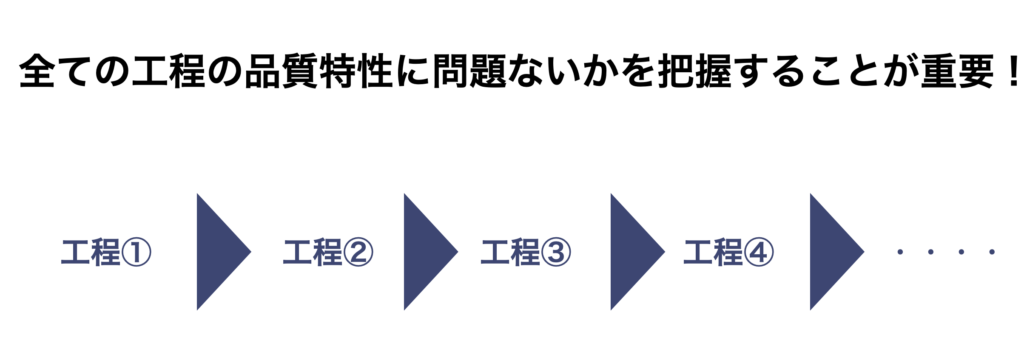
以下の図のように多くの製品が単一の工程ではなく、複数の工程を経て目標品質を発現しているので、生産工程全ての品質特性を測定し、そのばらつきを可視化して問題がないかが重要です。
SQCの目的
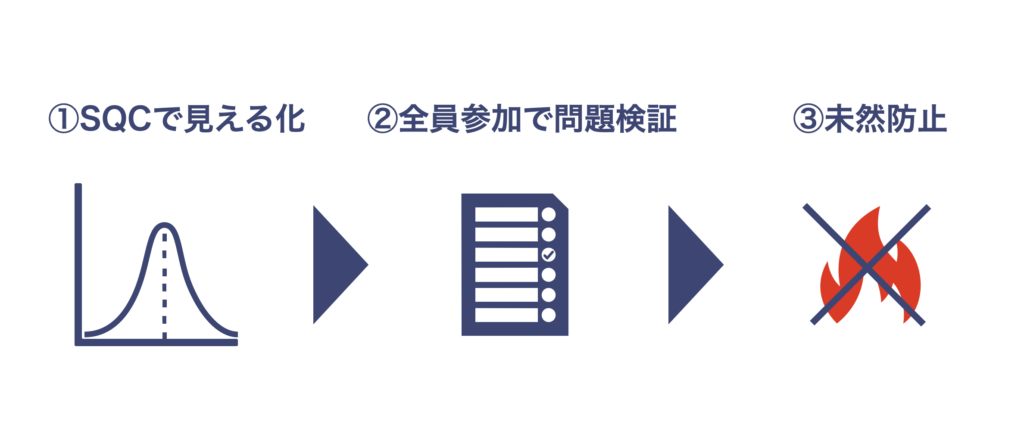
【QC検定1級・論文対策】品質を支える3つのスキル〜技術者のキャリアアップに必要なスキルとは?〜でも述べたように、品質トラブルを進めていくためには以下の3つのステップを踏みます。その中でもSQCの主な目的は「①収集したデータを見える化すること」にあります。
- 過去の品質問題や今回のPJで重要となる要素の見える化
- 力量を備えたメンバー全員参加で議論し、開発課題を早期に潰すこと
- 議論して気付いた不具合の可能性を未然防止に繋げること
トヨタ必須の17の品質管理手法を伝授 品質の教科書 [ 皆川 一二 ]から引用・一部編集
品質不具合の可能性を未然防止することが品質管理活動の主な目的ですが、肝心のデータや資料が読みにくいと議論を進めづらいです。
例えば、以下のようにある工員が「工程①の品質がばらついているかもしれない・・・」と口頭報告してくれたとします。
一方で、SQCで工員の言っていた品質のばらつきを可視化してくれると、規格値からどの程度外れている製品があるのか、どの因子に影響を受けて品質が変わっているのかを客観的に捉えることができるようになります。
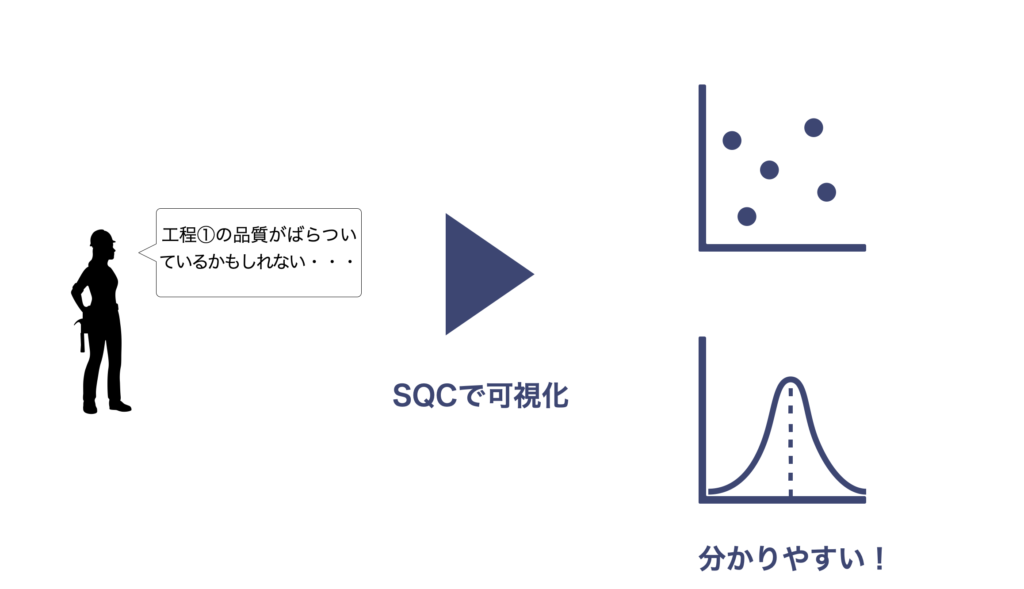
このようにSQCでは人が考えていること、全体像、何が起きるのか、結果の原因などを数理的に見える化することが可能です。

品質問題をメンバー間で議論し、解決に繋げるために「分かりやすくデータを見える化すること」がSQCの目的と言えます!この目的をしっかり押さえておくことが技術者として重要なので覚えておきましょう。
SQC手法一覧
今回の記事では以下の書籍に則って、SQC手法とは「分かりやすくデータを見える化すること」と定義しています。この定義は、トヨタグループのQC概念に基づいています。

データを見やすくする上では、数値データだけではなく言語データを使う、すなわち統計手法を使わない新QC7つ道具もSQCに含めます。
| SQC手法 | 狙い |
|---|---|
| QC7つ道具 | データから事実を客観的に、かつ手軽に確認する |
| 新QC7つ道具 | 「言語データ」を整理して、考えて発想する |
| 検定・推定 | 検定:集団A/Bに優位差があるかを判断する 推定:集団A/Bにどれくらいの差があるかを求める |
| 相関・回帰 | 相関:集団A/Bの関係の強さを把握する 回帰:集団A/Bの関係式を導き、データを予測する |
| 多変量解析 | 多変量データを要約し、所定の目的のために統合するデータ解析の総称 目的:原因系から結果を予測・判別をする 要約:データの構造を単純化して、潜在構造を探索する |
| 実験計画法 | どの因子が影響しているか効率よく探索する |
| 応答局面法 | どの因子し、かつ最適なパラメーターはいくつかを同時に求める |
| 品質工学 | 特性値の変動が小さい変数値を求める |
| 信頼性手法 | 故障の予測及び故障の予防をする |
以上のテーブルのように多くのSQC手法があります。
今後、各手法の解説を行いますが、今回の記事では筆者が研究開発段階で特に良く用いているSQC手法を紹介します。
研究開発職におすすめのSQC手法3選
QC7つ道具
QC7つ道具には以下の7つのグラフがあり、それぞれの手法を適切に使い分けることが重要です。各手法の概要と使用例を紹介します。
特に③、⑤、⑥はExcelで使い慣れている方も多いと思いますが、Pythonの方が高度な分析が可能なので、Pythonを活用した分析方法を今後は紹介していきたいなと思います。
以下に紹介する手法は「層別分析」を使うことでデータを要因別に分けながら適切にQC7つ道具を使うことができます。
まず、層別から始めてデータを分けて、埋もれた状態から価値のあるデータを「見える化」し、品質改善に向けて議論を進めていきましょう。
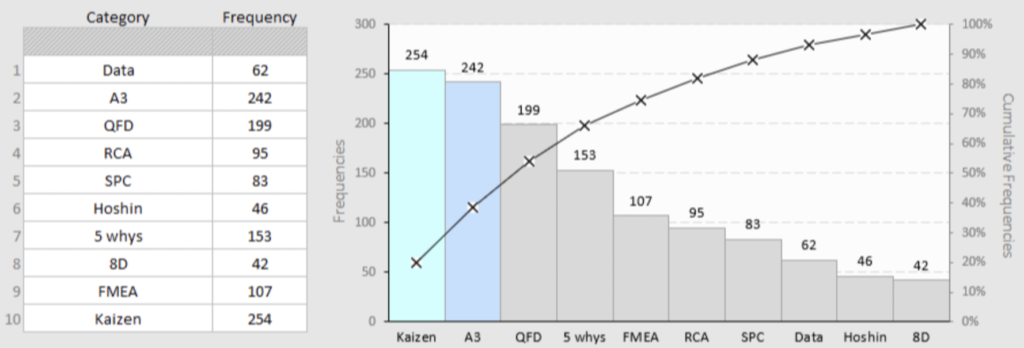
①パレート図
貴重な問題を見つけ出すために用いることができます。
例えば、品質不具合、クレーム内訳、製品原価のデータを取り、原因別に分類した上で棒グラフを使って表示します。更に累積寄与率を第2縦軸に取ることで効果の大きさを定量的に把握することができるでしょう。
筆者は製品のコストダウンを行う際に、コストダウンアイテムを検討するために用いました。
テンプレートが以前の記事で紹介したCITOOLKITにありましたので、リンクを下記に表示します。
リンク:https://citoolkit.com/templates/pareto-chart-template/
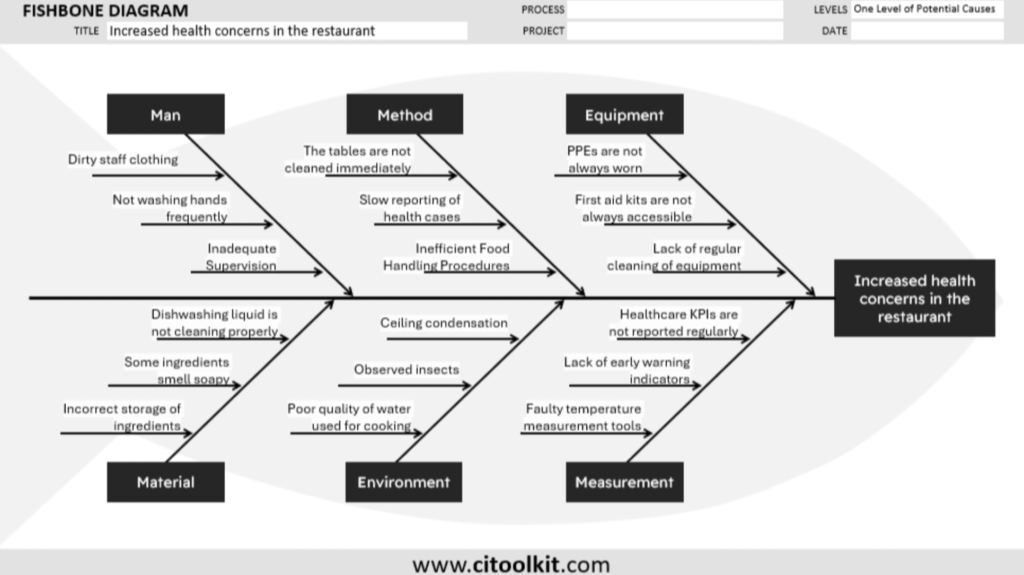
②特性要因図(フィッシュボーンチャート)
問題の原因を整理する場合に用います。
例えば、問題とする特性と、それに影響を与えていると考えられる要因との相関関係を魚の骨のような図で整理します。
筆者は実験計画法で最適化を図る因子を整理するために特性要因図を用います。
特性要因図のテンプレートもCITOOLKITにありましたので、リンクを下記に表示します。
リンク:https://citoolkit.com/templates/fishbone-diagram-template/
③グラフ
データの全体像を整理するために用います。
棒グラフ、折れ線グラフ、円グラフ、レーダーチャートが考えられますが、これらは手元のExcelを使えば十分作成できるでしょう。
既に出来上がったテンプレートが欲しいという方は、CITOOLKITにありましたので、リンクを下記に表示します。
レーダーチャート:https://citoolkit.com/templates/lean-maturity-assessment/
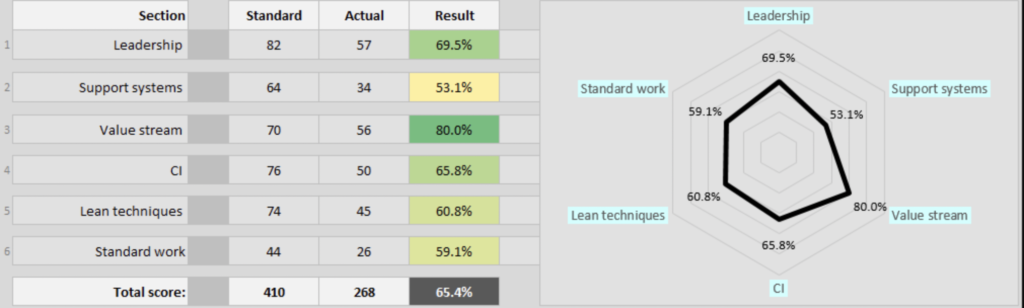
Pythonでも作成したいという方に向けて来月Python記事を作成したいと思っていますので、ぜひご活用ください!
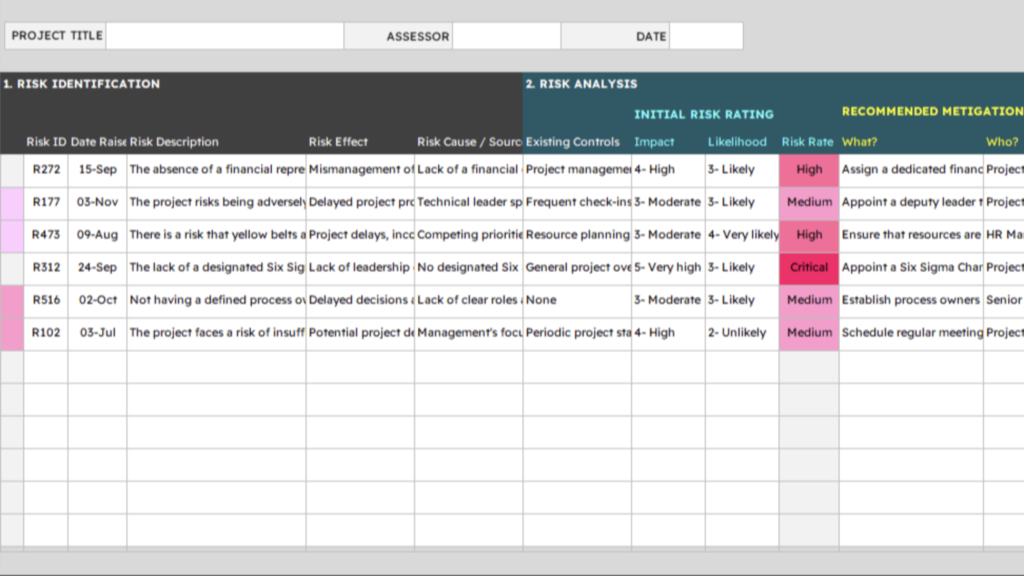
④チェックリスト
重要項目をチェックして抜け漏れを防止するために用います。
特に品質管理項目の抜け漏れを事前チェックしておくことで、後々大きな問題が現れるリスクを減らすことができます。
こちらはもCITOOLKITで良いテンプレートがあったのでご活用ください。
品質リスクチェックリスト:https://citoolkit.com/templates/project-risk-register-template/
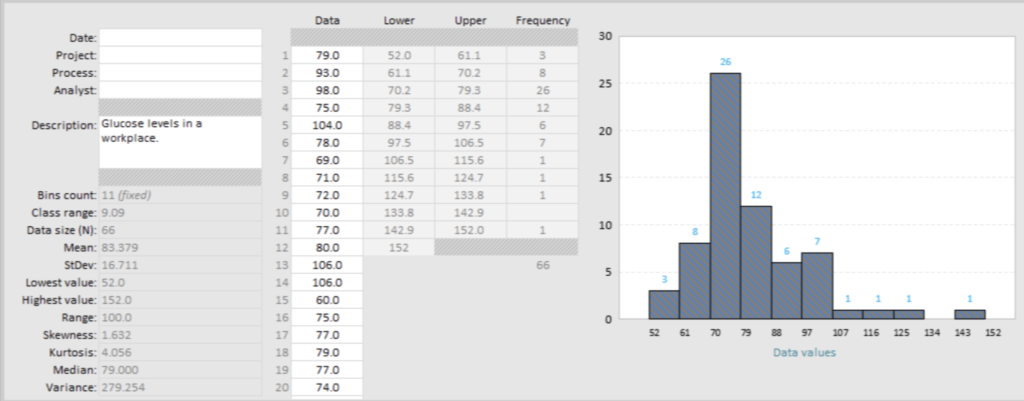
⑤ヒストグラム
データのばらつきを確認するために用います。
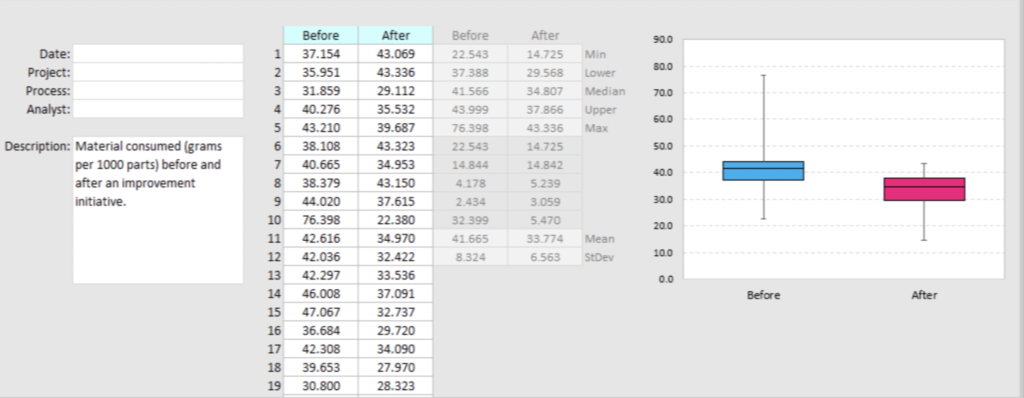
ヒストグラムの他にもバイオリンプロット、箱ひげ図などの可視化手法があります。
ヒストグラムテンプレート:https://citoolkit.com/templates/histogram-template/
箱ひげ図テンプレート:https://citoolkit.com/templates/box-plot-template/
バイオリンプロットに関してはPythonを活用した可視化手法が有効ですので、来月以降に別記事で紹介したいと思います。
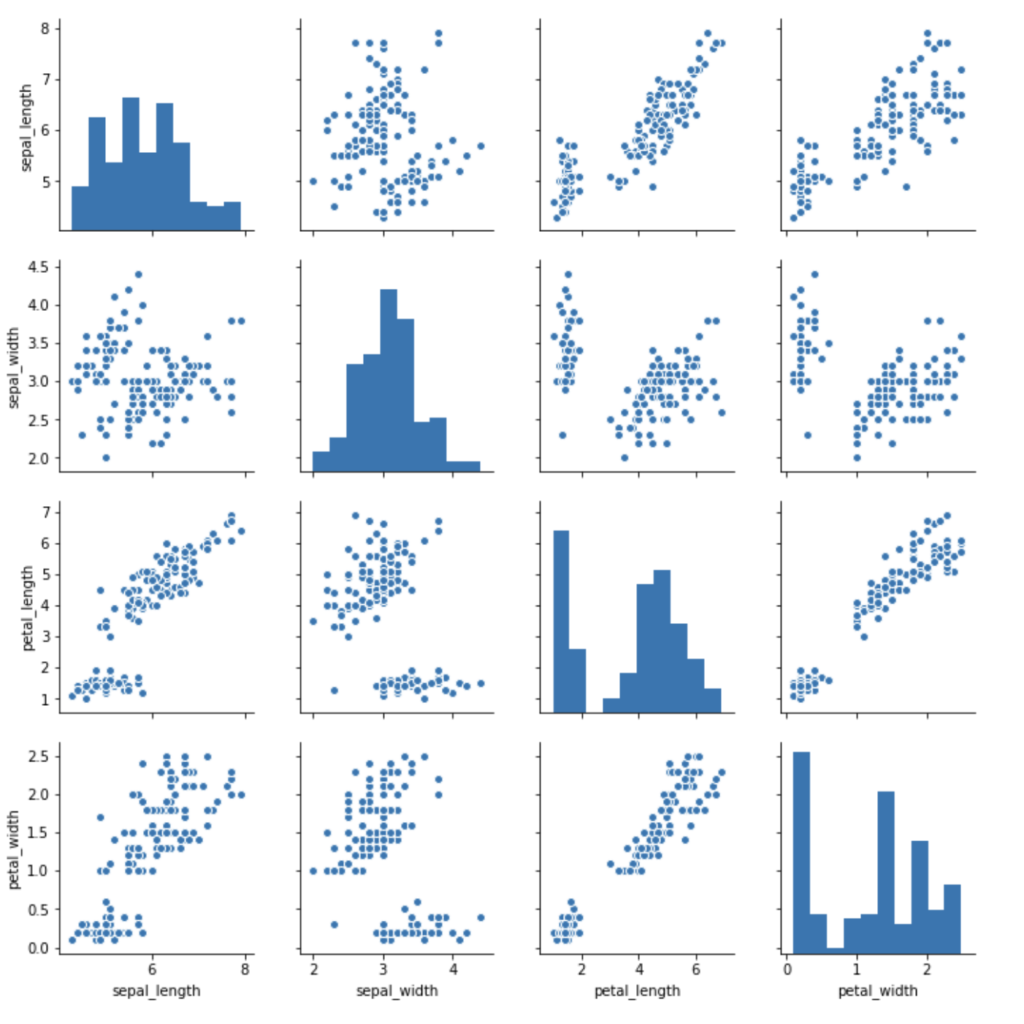
⑥散布図
二つの特性の関係をx, y軸にプロットして可視化します。
それぞれの変数で横軸、縦軸を取り、二つの特性を持つデータをプロットできます。
最近はPythonの相関行列図が一般的になっていると思いますので、別記事でPythonを用いた散布図の作成方法を紹介したいと思います。
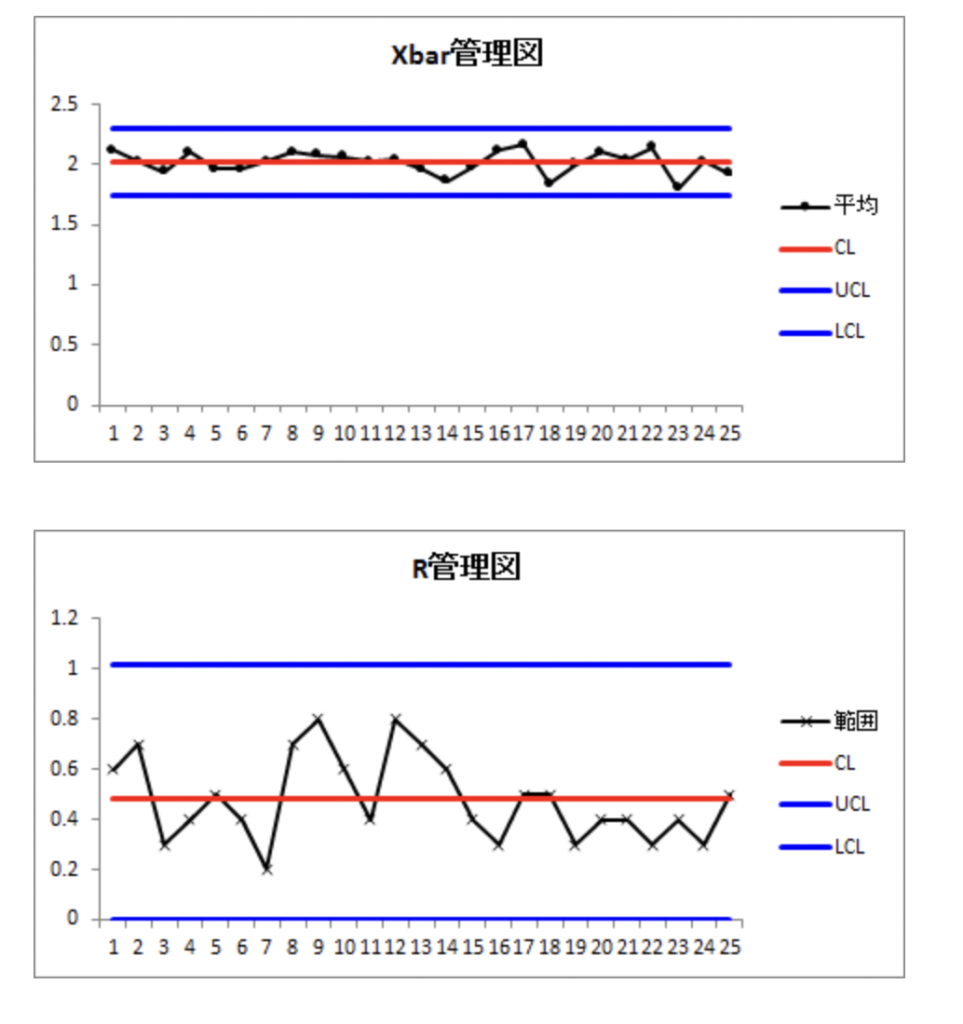
⑦管理図
工程の状況がわかります。
以下の図のように一本の管理線に対して、その上下に一本ずつ管理限界線を引きます。
ここに、工程の状態を表す特性値をプロットして各プロットを折れ線で結んだらグラフの完成です。
実験計画法
最小のデータから最適な因子を早く見つけ出すための手法です。
機械学習による最適化計算を行うこともあるかと思いますが、実験計画法は外挿領域(今までデータがなかった領域)を効率良く探索することに向いており、そのデータを元に最適化を効率的に進めることができます。
実験計画法を行う前に特性要因図を用いて設計に用いる因子を整理することも重要です。
実験計画法はQC検定でも頻出の分野になりますので、別章で詳細な運用方法を紹介してます!
検定・推定
研究開発では従来製品との性能差が優位差であるかどうかを検証するのに用います。
特に、研究開発段階では十分なばらつきを検証するリソースを確保できないことが多いため、チャンピオンデータで製品設計が進んでしまうことが多々あります。
いざ量産に進んでみると「全然ラボのデータが再現しない!」と慌てる前に誤差範囲がどの程度想定されるのかを事前に検定し、推定しておくことは仕様決定の前段階として非常に重要です。
こちらも本記事で深掘りはしませんが、QC検定の頻出分野になりますので丁寧に解説します。
まとめ
今回の記事のまとめは以下の通りになります。
- SQCとは「統計的品質管理手法((Statistical Quality Control)」の略であり、「収集したデータを統計手法で見える化し、品質管理や工程改善を行う手法の総称」を指す。
- SQCの目的は「データを見える化して品質問題を見える化すること」である。
- 研究開発段階では、「QC7つ道具」、「実験計画法」、「検定・推定」をよく用いる。
トヨタ必須の17の品質管理手法を伝授 品質の教科書 [ 皆川 一二 ]から引用・一部編集
今回の記事は、SQCの概念や目的を中心に紹介しましたが、各手法の背景や実用例を知ることはQC検定の合格だけではなく実務に応用するという観点で非常に重要です。
しっかりリサーチした上で来月から記事にまとめていくので、次回の記事もぜひご覧ください!
是非私の記事を参考にしていただき、「QC検定に合格した!」、「開発がうまく進んだ!」というコメントがいただけると嬉しく思います。
それでは最後に、私の大好きなドラえもんの言葉で今日の記事を締めさせていただきたいと思います。

「なやんでるひまに、一つでもやりなよ」
— ドラえもん
今日もありがとうございました!

![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=21305793&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F5315%2F9784542505315_1_3.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/447516b8.f87a11b4.447516b9.499ebe08/?me_id=1424447&item_id=10196030&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Ftc-books%2Fcabinet%2F209%2F33457758.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=18290120&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F5678%2F9784817195678.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=21458212&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F5322%2F9784542505322_1_2.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750f50.cc43ebdd.44750f51.ce3c1b29/?me_id=1285657&item_id=12862576&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbookfan%2Fcabinet%2F01078%2Fbk4300109184.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=21563980&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F5360%2F9784542505360_1_6.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=21458206&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F5339%2F9784542505339_1_2.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/44750bec.787943c1.44750bed.57b9a19e/?me_id=1213310&item_id=20081850&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F7056%2F9784296107056.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")